आज इस पोस्ट में हम जानेंगे की welding kaise kiya jata hai —
वेल्डिंग करने से पहले हमें थोडा सा वेल्डिंग मशीन के बारे में जानकरी होना चाहिए तो आइये जानते है वेल्डिंग मशीन के बारे में
निचे जैसे की आप देख सकते है हमने वेल्डिंग मशीन का फोटो डाल रखा है

आइये बात करते है इसके जरुरी चीजो के बारे में इसमें 2 टर्मिनल दिया हुआ है एक प्लस और एक माइनस, प्लस वाले में अर्थिंग केबल लगाना है और माइनस में वेल्डिंग होल्डर लगाना है 6013 इलेक्ट्रोड के लिए !
इसमें डिजिटल डिस्प्ले होता है जिसमे करंट और arc फाॅर्स दिखता है !
इसमें 3 नोब दी गयी है
पहला वाला करंट कम या ज्यादा करने के लिए
दूसरा वाला है Arc Force कम या ज्यादा करने के लिए
तीसरा वाला है Hot Start के लिए
ये भी पढ़े — वेल्डिंग मशीन कितने प्रकार के होते होते है ?
आइये सबसे पहले जानते है करंट के बारे में —
वेल्डिंग करने के लिए कितना करंट रखना चाहिए ?
2.5 mm मोटाई x 350 mm लम्बाई वाले रॉड के लिए = 60-90 amp करंट सेट करना पड़ता है !
3.15 mm मोटाई x 350 mm लम्बाई वाले रॉड के लिए = 90-130 amp करंट सेट करना पड़ता है !
3.15 mm मोटाई x 450 mm लम्बाई वाले रॉड के लिए = 90-130 amp करंट सेट करना पड़ता है !
4.00 mm मोटाई x 450 mm लम्बाई वाले रॉड के लिए = 130-170 amp करंट सेट करना पड़ता है !
5.00 mm मोटाई x 450 mm लम्बाई वाले रॉड के लिए = 180-220 amp करंट सेट करना पड़ता है !
Note : ये केवल 6013 electrode के लिए लागू है अलग इलेक्ट्रोड के लिए करंट सेटिंग अलग हो सकते है!
Arc Force क्या होता है इसका क्या इस्तेमाल है?
Arc force मतलब वेल्डिंग करते समय जो स्पार्क निकलता है उसे arc कहते है और उसी Arc में force है उसे ही हम arc force कहते है !
Arc Force अगर सही रहेगा तो इलेक्ट्रोड बार – बार मेटल से नहीं चिपकेगा
Arc Force अगर अच्छा रहेगा तो वेल्डिंग का करंट सही मिलेगा जिससे वेल्डिंग का साउंड भी अच्छा होगा
Arc Force अगर अच्छा रहेगा तो Lack of fusion / Slag Inclusion welding defect भी देखने को नहीं मिलेगा
वैसे अगर आपको WELDING DEFECT के बारे में जानना है तो हमने इसके ऊपर भी एक पोस्ट लिखा हुआ है
आप निचे क्लिक करके पढ़ सकते है!
ये भी पढ़े — वेल्डिंग डिफेक्ट या दोष के बारे में जाने
Arc Force अच्छा रहने के और भी कई फायदे है जैसे वेल्डिंग स्लैग अच्छे से क्लीन होता है, फ्यूज़न अच्छा मिलता है , पेनेटरेसेन भी अच्छा मिलता है
पाइपलाइन में रूट वेल्डिंग करते समय Arc Force जरुर चेक करले अन्यथा Arc Force अगर कम रहेगा तो वेल्डिंग सही नहीं होगा!
Arc Force कितना रखना चाहिए ?
Arc Force के लिए कोई exact नंबर तो नहीं है जहाँ तक हमें मालूम है लेकिन ये माना जाता है की जितना mm का रोड
अब आइये जानते है Hot Start नोब के बारे में
ये भी पढ़े — वेल्डिंग के पोजीशन के बारे में जाने
Arc Force कितना रखना चाहिए ?
हॉट स्टार्ट बेसिकली एल्युमीनियम वेल्डिंग या मिग या टिग के लिए इस्तेमाल किया जाता है !
अगर आपको जानना है की वेल्डिंग कितने प्रकार के होते है तो आप निचे क्लिक करके पढ़ सकते है!
welding कितने प्रकार के होते है ?
आइये अब मेन टॉपिक पे बात करते है —
तो दोस्तों वेल्डिंग करने के लिए सबसे पहले आपको इसके सेफ्टी के बारे में आपको जानना होगा
इसके लिए आपको हांथो में दस्ताना लगाना होगा तथा पैरो के लिए सेफ्टी जूता भी ताकि आपको करंट का झटका न लगे

affiliate product

अब प्लस वाले होल्डर को अर्थिंग में लगा देना है
और माइनस वाले में इलेक्ट्रोड लगा देना है और उसके बाद जहां भी वेल्डिंग करना है
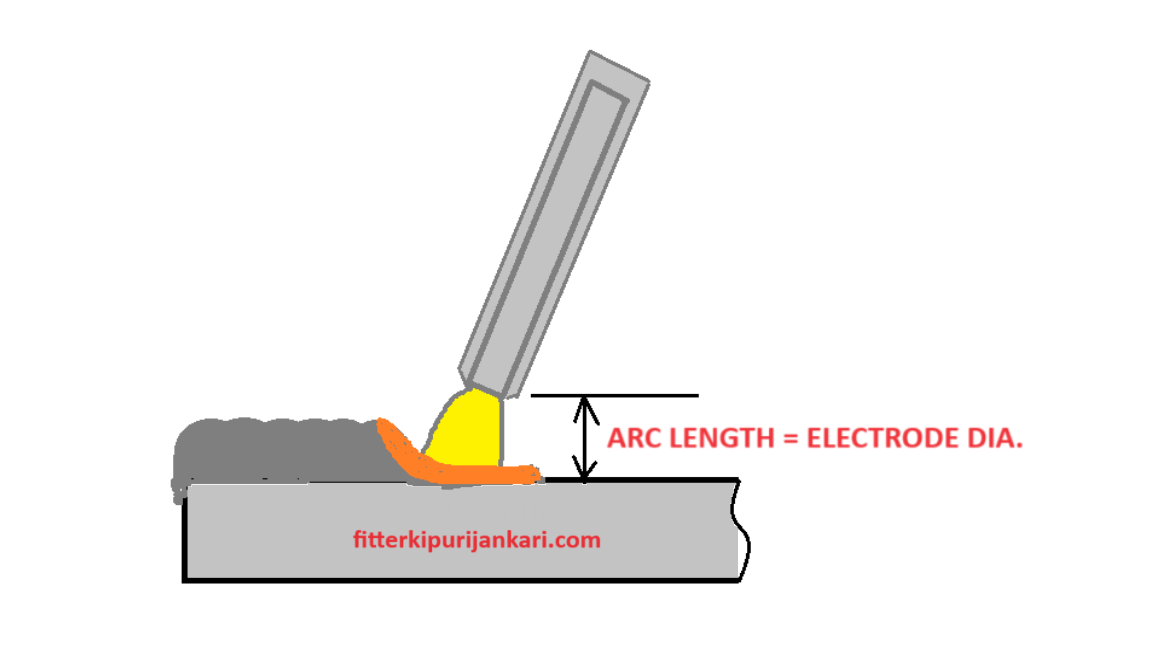
वहां पे टच करे उसके बाद जॉब मेटल से इलेक्ट्रोड का टिप की दुरी लगभग 3 mm तक रखना है
तभी वेल्डिंग होगा यानी बेस प्लेट से थोडा सा ऊपर उठा के रखना है
पूरा अगर टच कर देंगे तो वेल्डिंग सही नहीं होगा !
आशा करता हूँ आपको मालुम हो गया होगा वेल्डिंग के बारे में अगर अब भी कुछ कन्फ्यूजन है तो आप निचे दिये विडियो को देख सकते है जिससे आपको और भी क्लेअरिटी मिल जाएगी वेल्डिंग से रिलेटेड–