Table of Contents
..HIDE..
Welding defect in hindi
- Porosity (पोरोसिटी)
- Cracks (क्रैक)
- Undercut (अंडर कट)
- Spatter (स्पैटर)
- Overlap (ओवरलैप)
- Lack Of Penetration or Incomplete Penetration (पेनेटरेसन की कमी)
- Lack Of Fusion or Incomplete Fusion (फ्यूजन की कमी)
- Slag Inclusions (स्लैग इन्क्लूजन)
- Warpage (वार्पेज)
- Burn Through ( के द्वारा जलना )
1.Porosity (पोरोसिटी)

- छोटे-छोटे छिद्र (hole) को पोरासिटी कहते है
- इन छिद्रों को एयर गैप या ब्लो होल भी कहते है
- जैसे हमारे शरीर में छोटे छोटे छिद्र होते है पसीना निकलने के लिए वैसे ही इसमें छोटे-छोटे छिद्र होते है गैस निकलने के लिए!
- यदि हम घटिया क्वालिटी का इलेक्ट्रोड उसे करेंगे तो पोरोसिटी देखने को मिल सकता है !
- अगर हम कोई बहुत पुराना इलेक्ट्रोड उसे करेंगे तो उससे भी पोरोसिटी हो सकती है!
- सिल्डिंग गैस की कमी की वजह से भी पोरोसिटी हो सकती है जिसमे सिल्डिंग के लिए सिलिंडर गैस का प्रयोग किया जाता हो!
ये भी पढ़े — वेल्डिंग मशीन के प्रकार
2.Cracks (क्रैक)

- अगर किसी भी मटेरियल को non-uniform (अनियमित ) हीटिंग की जाये या नॉन यूनिफार्म कुलिंग की जाये तो मटेरियल के अन्दर कुछ residual stress पैदा होती है इसी के वजह से क्रैक का उत्पन्न होता है!
- यदि किसी मेटल में ज्यादा मात्रा में कार्बन या सल्फर हो तो इससे मेटल में क्रैक होने का सम्भावना ज्यादा हो जाता है !
- यदि मटेरियल को प्रीहीट न किया गया हो तो उसमे क्रैक होने की सम्भावना बढ़ जाती है! यानी की वेल्डिंग करने से पहले इलेक्ट्रोड को ओवन में अवश्य रखे!
- यदि मटेरियल में जंग लगा हो या नमी हो और उसे अगर क्लीन न किया जाए तो उसमे क्रैक आ सकता है!
welding defect in hindi के बारे में अच्छे से जानने के लिए पोस्ट को लास्ट तक पढ़े!
3.Undercut (अंडर कट)

- अंडरकट ये एक प्रकार का वेल्डिंग दोष है!
- अगर वेल्डिंग करने की स्पीड बहुत स्लो हो तो अंडरकट आने की सम्भावना बढ़ जाती है!
- अगर वेल्डिंग का स्पीड कभी स्लो या कभी फ़ास्ट करेंगे तो इससे भी वेल्डिंग में अंडरकट हो सकती है!
- अगर इलेक्ट्रोड का पोजीशन यानी डिग्री सही नहीं रखने से भी अंडर कट आ सकती है!
4.Spatter (स्पैटर)

- वेल्डिंग की छोटी – छोटी बुँदे अगर सरफेस पे गिर जाए जैसे आप ऊपर फोटो में देख सकते है तो इसको स्पत्टर बोलते है !
- स्पैटर आने का कारण है गलत पोलारिटी से वेल्डिंग करना यानि कीआप अपने इलेक्ट्रोड होल्डर को माइनस वाले के जगह में प्लस वाले लगाकर वेल्डिंग कर रहे हो!
- जैसे की 6013 के इलेक्ट्रोड को माइनस (-ve) में लगाकर वेल्डिंग किया जाता है लेकिन अगर आप प्लस (+ve) में लगाकर वेल्डिंग करेंगे तो स्पैटर आने की सम्भावना ज्यादा है
- यदि Arc Length की दुरी बराबर न रखते हुए वेल्डिंग की जाये तो स्पैटर दिखाई देता है!
- स्पैटर डिफेक्ट एक एसा डिफेक्ट है वेल्डिंग में की जिसको पूरी तरह से ख़तम नहीं किया जा सकता है इसको सिर्फ कम किया जा सकता है!
- स्पैटर डिफेक्ट को कम करने के लिए वेल्डिंग रोड की डायमीटर के बराबर ही अर्क लेंग्थ को रखे
- यानि अगर 3.15 mm का इलेक्ट्रोड है तो बसे मेटल से इलेक्ट्रोड की दुरी लगभग 3.15 mm ही होना चाहिए!

ये भी पढ़े — स्टील के प्रकार और उसके उपयोग
5.Overlap (ओवरलैप)

- जैसा की आप ऊपर फोटो में देख सकते है ये तभी होता है जब वेल्डिंग की गति को बहुत धीमा करके मारा जाता है!
- इसीलिए इसे रोकने के लिए वेल्डिंग को गति को नार्मल रखे !
6. Lack of Penetration (पेनेटरेसन की कमी)

- यदि वेल्डिंग बेस प्लेट के निचे तक अच्छे से न पहुच पाये तो उसको पेनेटरेसन की कमी बोलते है!
- जैसे की ऊपर फोटो में दिखाया गया है!
- पेनेटरेसन की कमी होने का कारण ये है की अगर करंट सही से सेट न किया गया हो तो तो पेनेटरेसन की कमी हो सकती है!
ये भी पढ़े — safety helmet ke color bare me jane
7. Lack of Fusion (फ्यूजन की कमी)
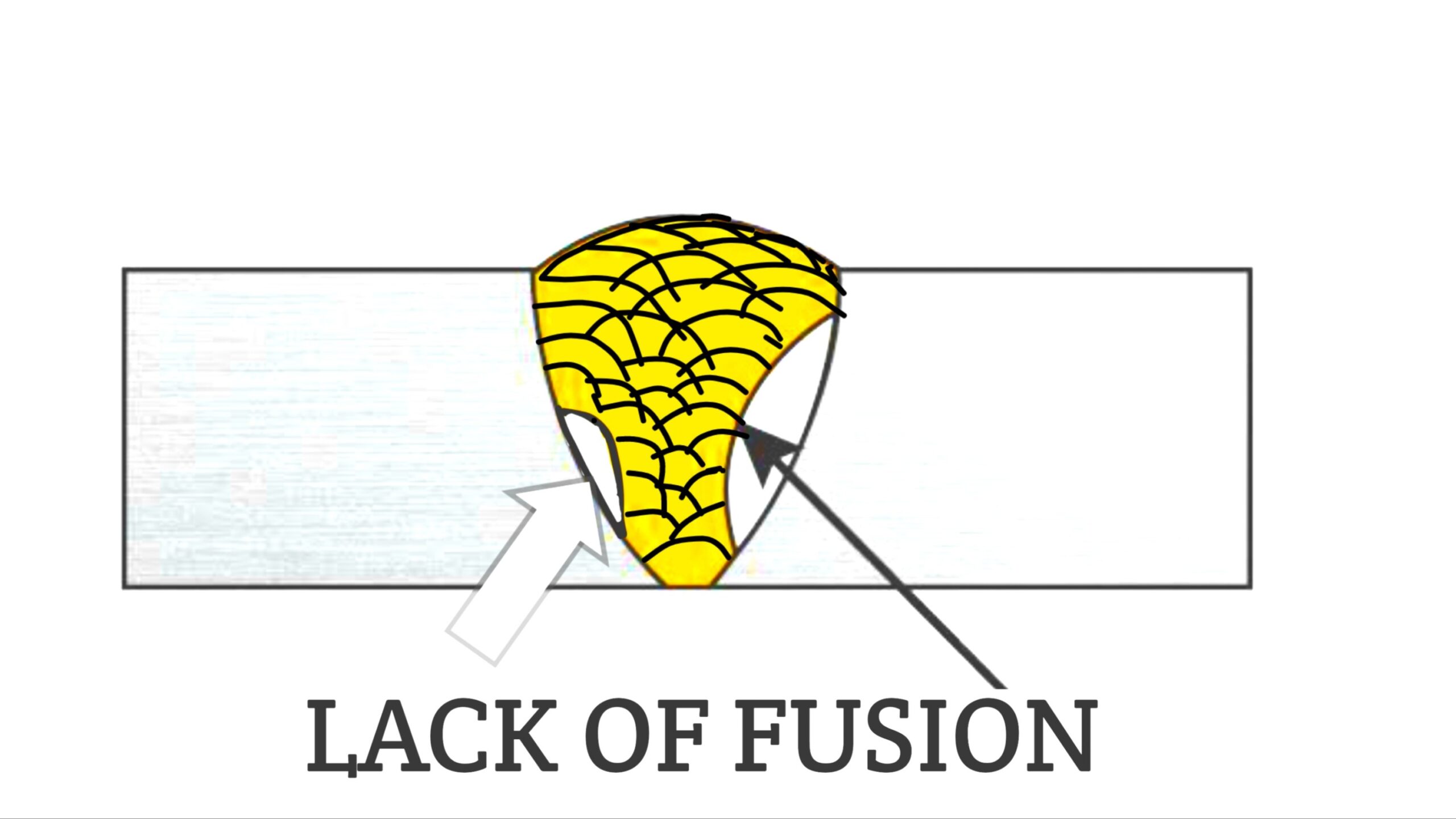
- Base metal और वेल्डिंग के बिच में बनने वाले गैप को फ्यूज़न कहते है!
- इसका होने का कारण ये हो सकता है की वेल्डिंग के पहले बेस मेटल को अच्छे से साफ़ न किया गया हो या ग्राइंडिंग न किया गया हो रूट वेल्ड करने के बाद!
8. Slag Inclusions (स्लैग इन्क्लूजन)
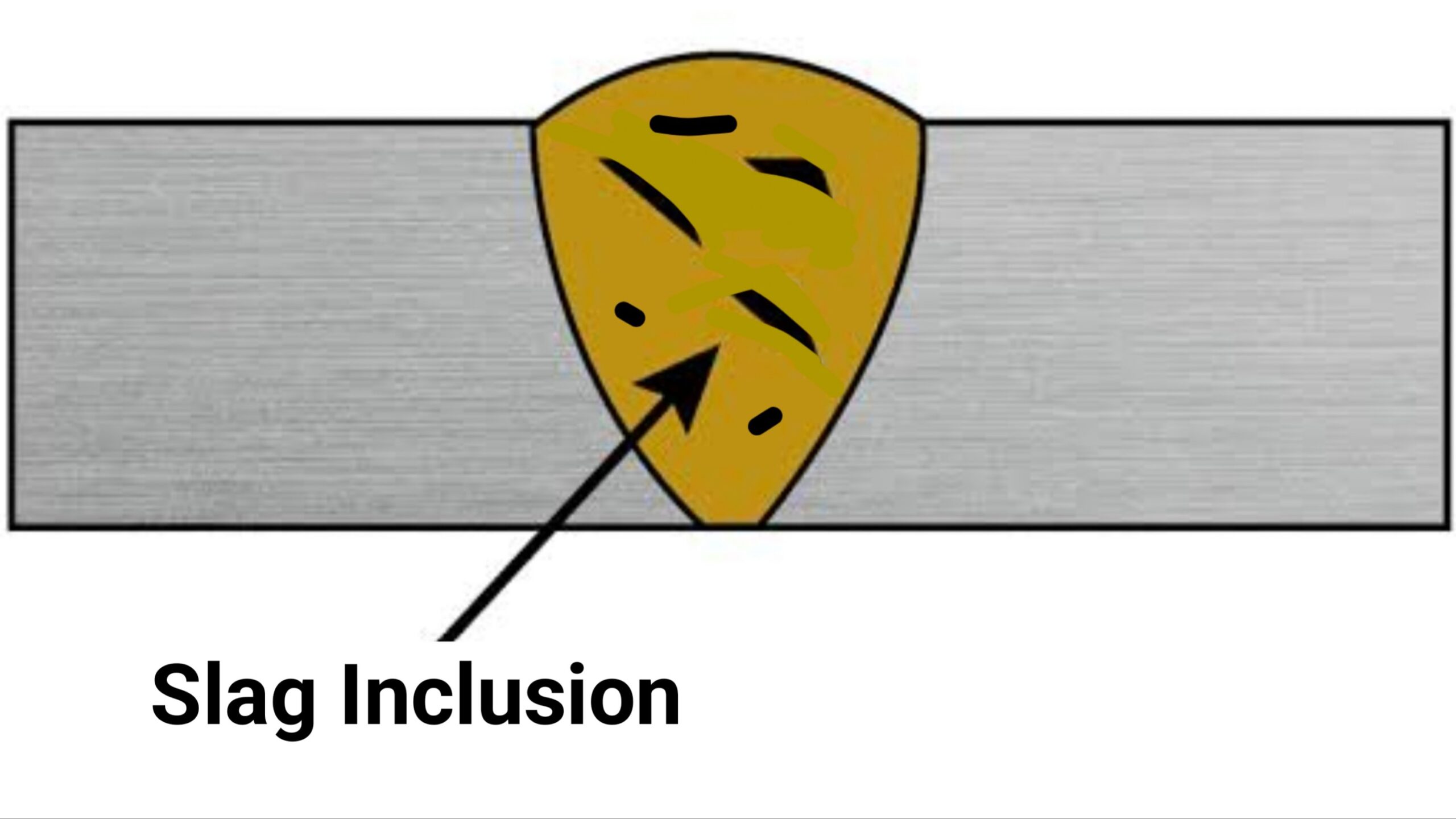
- जब वेल्डिंग किया जाता है तब वेल्डिंग के उपर अपने आप स्लैग वेल्डिंग के ऊपर आ जाता है!
- स्लैग का काम वेल्डिंग को ऑक्सीजन से बचाना हॉता है!
- लेकिन यही स्लैग अगर वेल्डिंग बिड के ऊपर न आये बल्कि वेल्डिंग के अन्दर ही फस के रह जाए तो उसको Slag Inclusion बोलते है!
- यदि बेस मेटल को अच्छे से साफ़ न किया जाए तो Slag Inclusion देखने को मिल सकता है!
- यदि वेल्डिंग की स्पीड ज्यादा फास्ट हो तो भी Slag Inclusion डिफेक्ट देखा जा सकता है!
9. Warpage (वार्पेज)
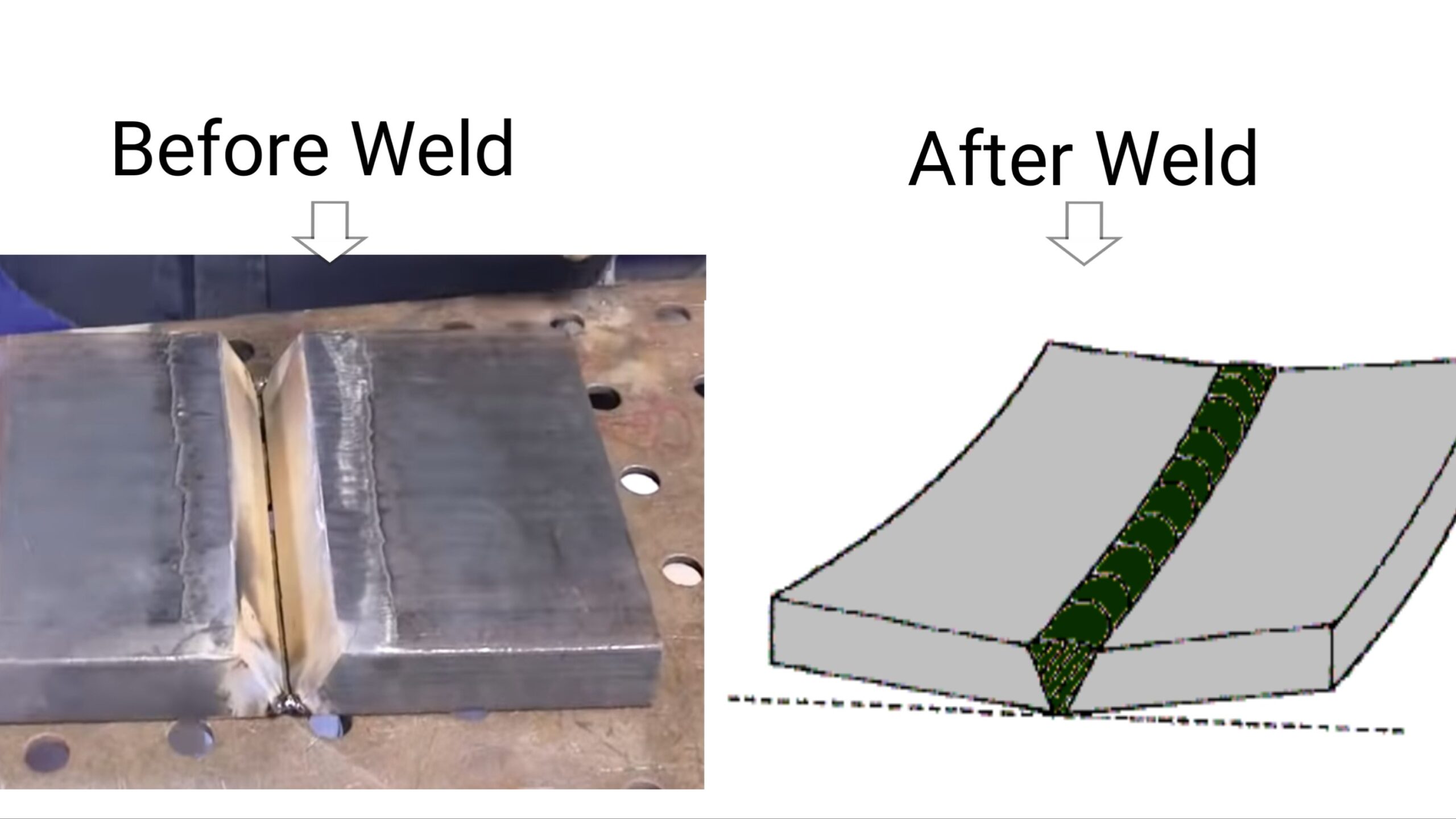
- जैसा की ऊपर फोटो में दिखाया गया है की वेल्वाडिंग के पहले बेस मेटल बिलकुल सीधा है लेकिन वेल्रडिंग के बाद बेंड हो चूका है तो इसी को Warpage बोलते है
- इसे रोकने के लिए वेल्डिंग स्टार्ट करने से पहले बेस मेटल को अच्छे से लॉक कर लेना चाहिए ताकि ये बंद न हो !
- या अगर वेल्डिंग को रुट वेल्ड करने के बाद अगर थोडा देर रुक जाए ठंढा होने तक फिर वेल्ड स्टार्ट करे तो इसे कुछ हद तक कम किया जा सकता है!
ये भी पढ़े — gear kitne prakar ke hote hai
10. Burn Through ( के द्वारा जलना )
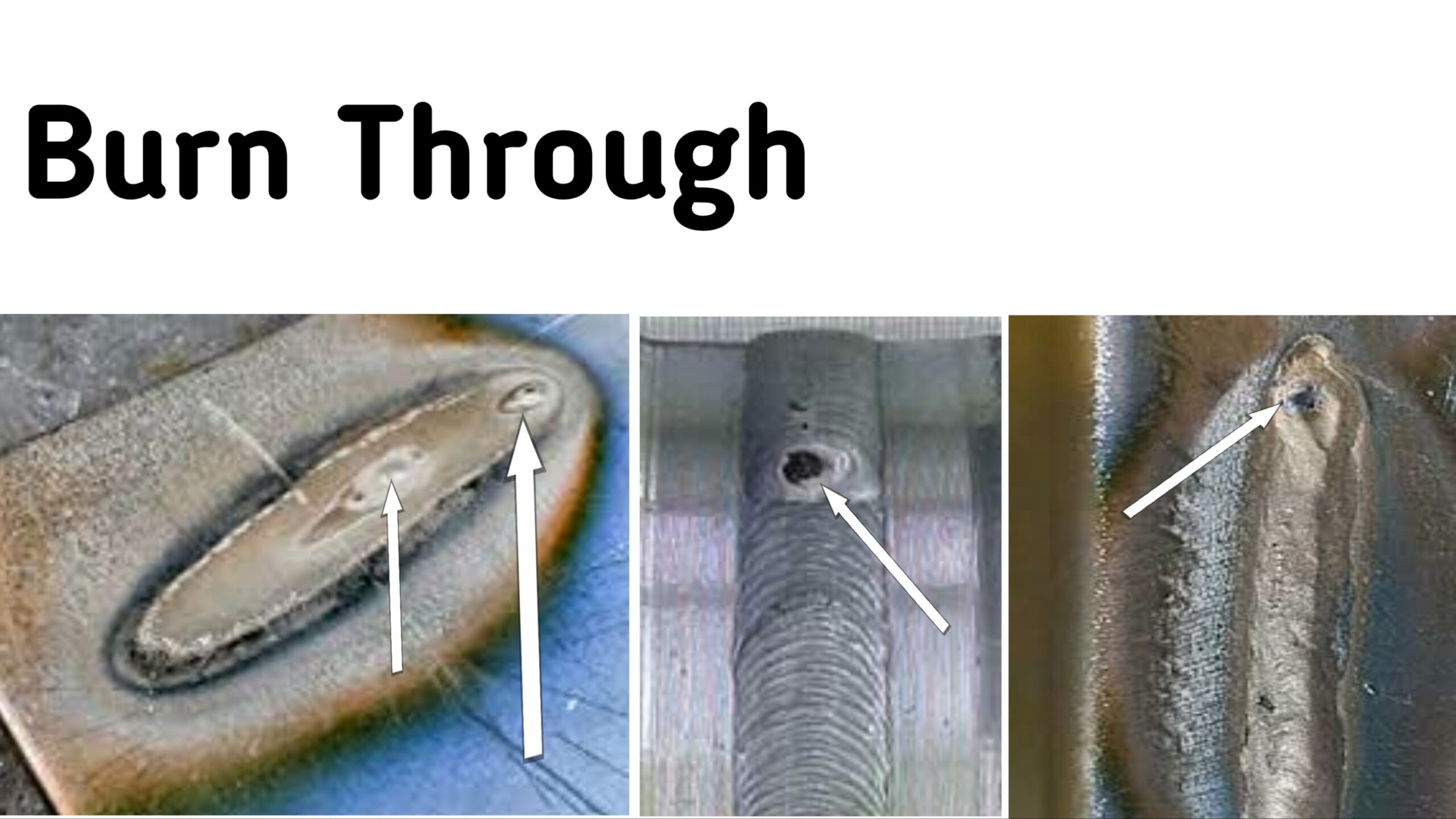
- एसा दोष हमें तब देखने को मिलता है जब या तो हमारा प्लेट या जॉब का थिक्नेस कम हो या फिर करंट ज्यादा लेकर वेल्डिंग मारा जा रहा हो!
- इसीलिए इसे रोकने के लिए सही करंट लेकर वेल्डिंग मारे और कम प्लेट के थिक्नेस में कम साइज़ का वेल्डिंग इलेक्ट्रोड का इस्तेमाल करे!
आप चाहे तो नीच दिए विडियो को भी देख सकते है और अगर आप इसके बारे में ज्यादा जानकारी चाहते है तो आप youtube चैनल को भी विजिट कर सकते है!
अगर आपको ये विडियो अच्छा लगा हो तो इस SUBSCRIBE जरुर करे Youtube Channel Link
आप हमारा एप्प भी डाउनलोड कर सकते है जिसमे हमने बहुत सारी इनफार्मेशन डाला हुआ है !


